
Bagama'tPVCay ang pinakakaraniwang tubo na hindi metal sa mundo, ang PPR (Polypropylene Random Copolymer) ang karaniwang materyal ng tubo sa maraming iba pang bahagi ng mundo. Ang dugtungan ng PPR ay hindi gawa sa semento ng PVC, kundi pinainit ng isang espesyal na kagamitan sa pagsasanib at halos tinutunaw hanggang sa maging buo. Kung gagawin nang tama gamit ang tamang kagamitan, ang dugtungan ng PPR ay hindi kailanman tatagas.
Painitin ang fusion tool at ihanda ang pipeline
1
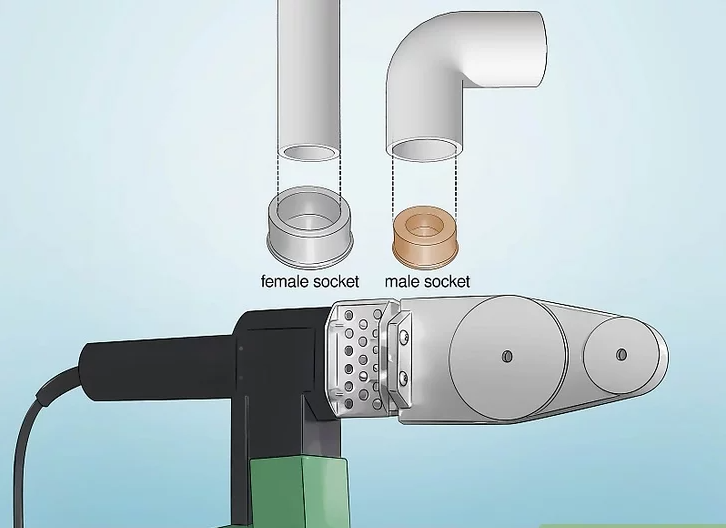
Maglagay ng angkop na laki ng socket sa fusion tool. KaramihanPPRAng mga kagamitan sa hinang ay may kasamang pares ng lalaki at babaeng socket na may iba't ibang laki, na tumutugma sa karaniwang diyametro ng tubo ng PPR. Samakatuwid, kung gumagamit ka ng tubo ng PPR na may diyametrong 50 mm (2.0 pulgada), piliin ang pares ng mga manggas na may markang 50 mm.
Karaniwang kayang hawakan ng mga hand-held fusion tool angPPRmga tubo mula 16 hanggang 63 mm (0.63 hanggang 2.48 pulgada), habang ang mga modelong bench ay kayang humawak ng mga tubo na hindi bababa sa 110 mm (4.3 pulgada).
Makakahanap ka ng iba't ibang modelo ng mga PPR fusion tool online, na may mga presyong mula humigit-kumulang US$50 hanggang mahigit US$500.
2
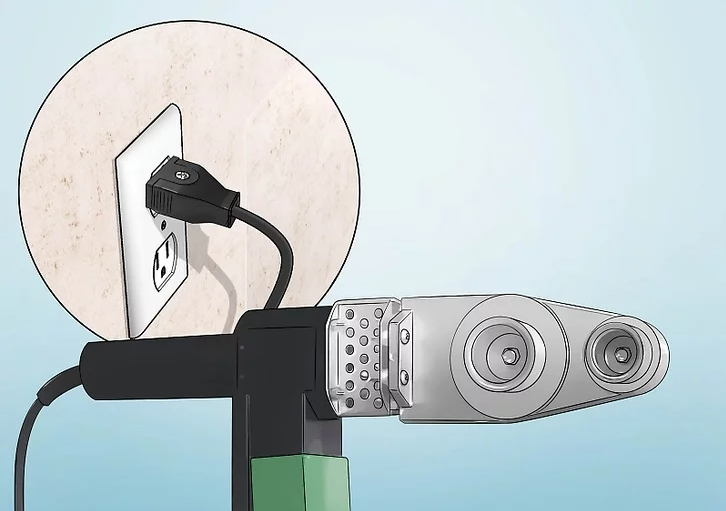
Ipasok ang fusion tool upang simulan ang pag-init ng socket. Karamihan sa mga fusion tool ay maaaring isaksak sa isang karaniwang 110v socket. Agad na magsisimulang uminit ang tool, o maaaring kailanganin mong buksan ang power switch. Iba-iba ang mga modelo, ngunit maaaring tumagal ng ilang minuto bago mapainit ng tool ang socket sa kinakailangang temperatura. [3]
Maging maingat sa paggamit ng thermal fusion tool at siguraduhing alam ng lahat sa lugar na ito ay gumagana at mainit. Ang temperatura ng socket ay lumampas sa 250 °C (482 °F) at maaaring magdulot ng matinding paso.
3
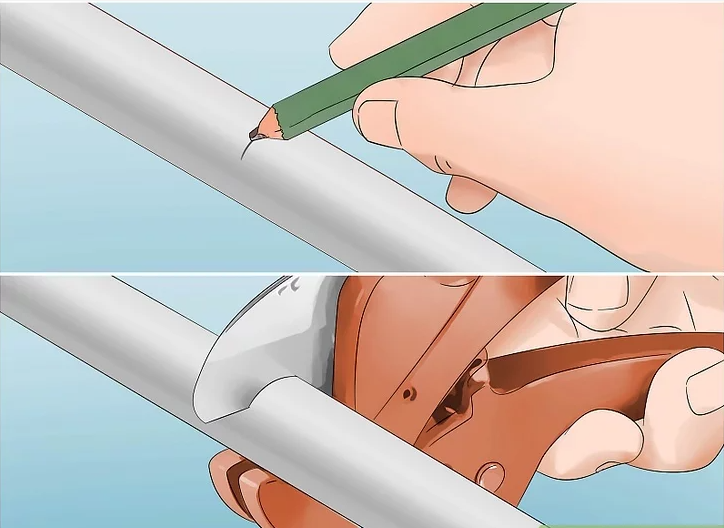
Gupitin ang tubo ayon sa haba gamit ang makinis at malinis na hiwa. Kapag pinainit na ang fusion tool, gumamit ng epektibong tool upang markahan at gupitin ang tubo ayon sa kinakailangang haba upang makakuha ng malinis na hiwa na patayo sa baras. Maraming fusion tool set ang may mga trigger o clamp pipe cutter. Kapag ginamit alinsunod sa mga tagubilin, ang mga ito ay magbubunga ng makinis at pantay na hiwa sa PPR, na angkop para sa fusion welding. [4]
Maaari ring putulin ang mga tubo ng PPR gamit ang iba't ibang lagari o electric saw o wheeled pipe cutter. Gayunpaman, siguraduhing ang hiwa ay makinis at pantay hangga't maaari, at gumamit ng pinong papel de liha upang matanggal ang lahat ng mga burr.
4
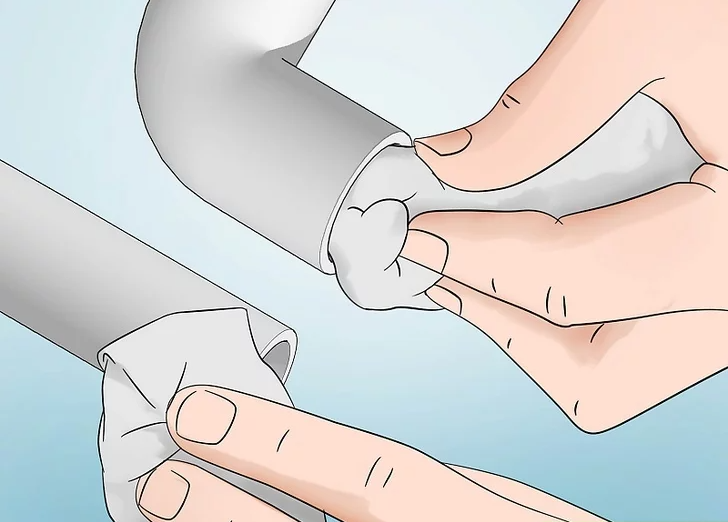
Linisin ang mga bahagi ng PPR gamit ang isang tela at ang inirerekomendang panlinis. Ang iyong fusion tool kit ay maaaring magrekomenda o magsama pa ng isang partikular na panlinis para sa mga tubo ng PPR. Sundin ang mga tagubilin para gamitin ang panlinis na ito sa labas ng tubo at sa loob ng mga fitting na ikakabit. Hayaang matuyo nang ilang sandali ang mga piraso. [5]
Kung hindi mo alam kung anong uri ng panlinis ang gagamitin, mangyaring makipag-ugnayan sa tagagawa ng fusion tool.
5
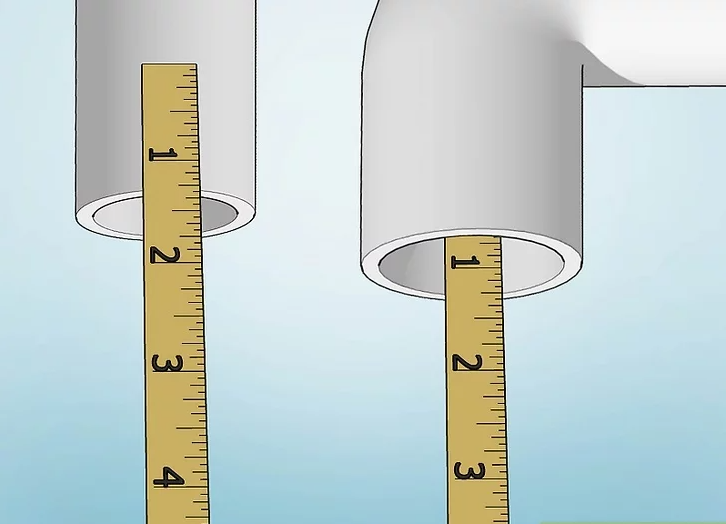
Markahan ang lalim ng hinang sa dulo ng koneksyon ng tubo. Ang iyong fusion toolset ay maaaring may kasamang template para sa pagmamarka ng naaangkop na lalim ng hinang sa mga tubo ng PPR na may iba't ibang diyametro. Gumamit ng lapis upang markahan ang tubo nang naaayon.
Bilang kahalili, maaari mong ipasok ang panukat na tape sa fitting na iyong ginagamit (tulad ng isang 90-degree elbow fitting) hanggang sa tumama ito sa isang maliit na tagaytay sa fitting. Magbawas ng 1 mm (0.039 pulgada) mula sa sukat na ito ng lalim at markahan ito bilang ang lalim ng hinang sa tubo.
6
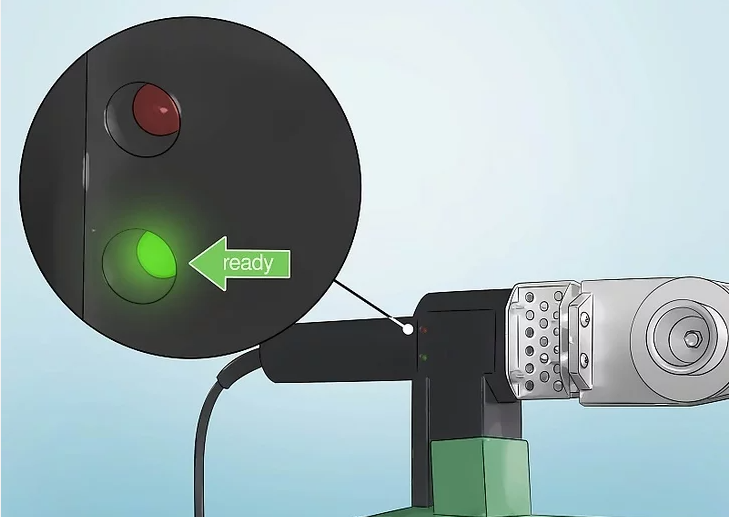
Tiyaking ganap na naiinit ang fusion tool. Maraming fusion tool ang may display na nagsasabi sa iyo kung kailan naiinit at handa na ang tool. Ang target na temperatura ay karaniwang 260 °C (500 °F).
Kung ang iyong fusion tool ay walang temperature display, maaari kang gumamit ng probe o infrared thermometer para basahin ang temperatura sa socket.
Maaari ka ring bumili ng mga rod na pang-tagapagpahiwatig ng temperatura (hal. Tempilstik) sa mga tindahan ng mga kagamitan sa welding. Pumili ng mga stick na gawa sa kahoy na matutunaw sa 260 °C (500 °F) at idikit ang isa sa bawat saksakan.
Oras ng pag-post: Disyembre 31, 2021



